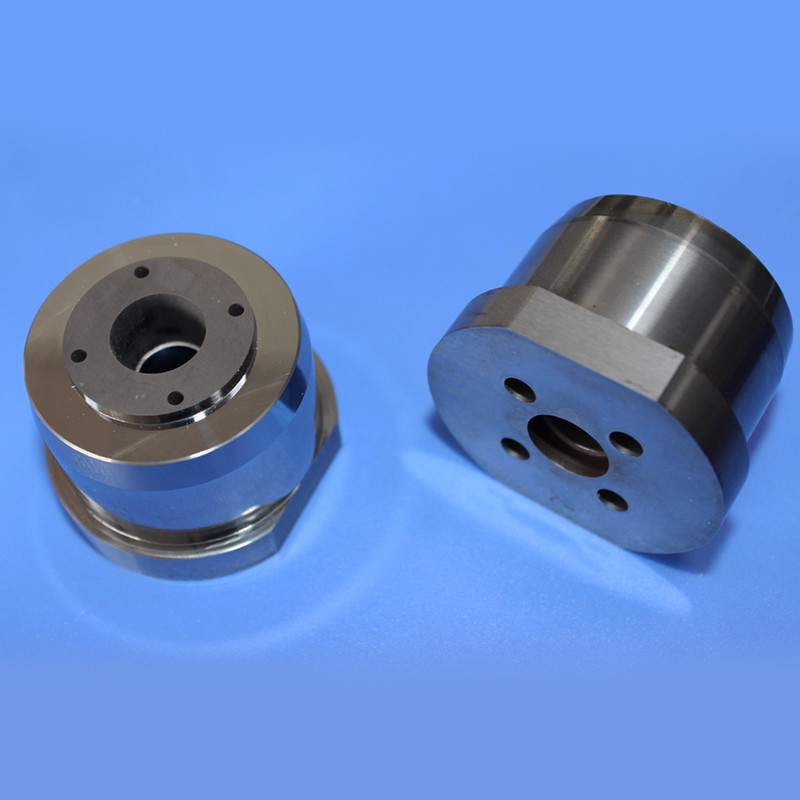
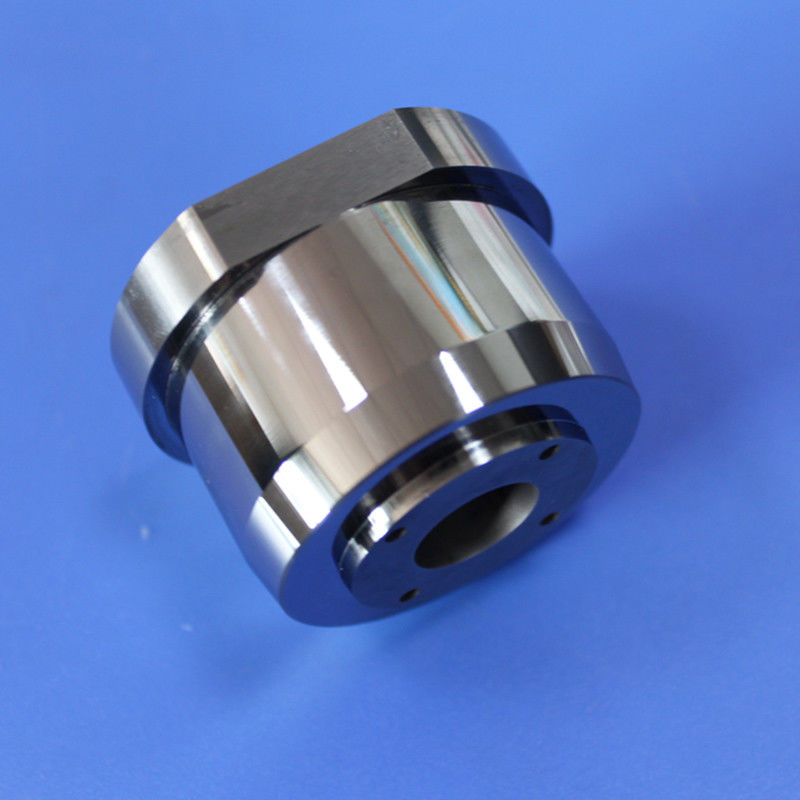
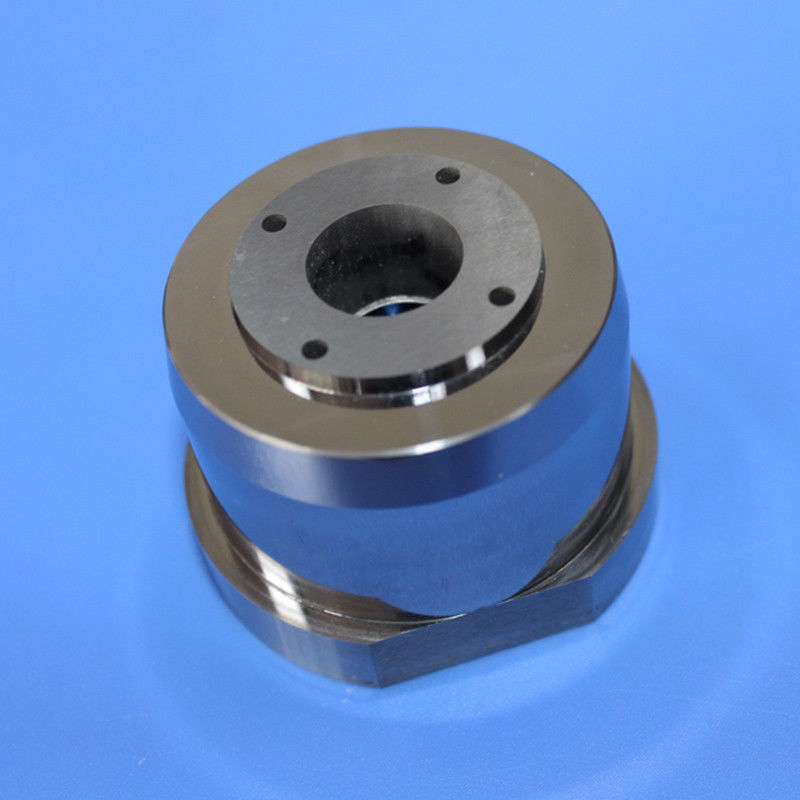
Premium niet-magnetische hardmetalen malkern met vast wolfraammateriaal
Een wolfraamstalen malkern, ook wel een wolfraamcarbide-matrijskern genoemd, is een zeer duurzaam en slijtvast sieradenonderdeel dat wordt vervaardigd door wolfraamcarbide te combineren met een metalen bindmiddel, meestal kobalt of niet-magnetisch nikkel.
Materiaal samenstelling
Wolfraam-nikkellegeringen bevatten doorgaans een hoog percentage wolfraam (90-97%) en nikkel (3-10%), met mogelijke toevoegingen van ijzer of koper om specifieke eigenschappen te verbeteren.
Materiaaleigenschappen
Deze legering biedt een hoge dichtheid, uitstekende thermische en elektrische geleidbaarheid en goede corrosieweerstand, waardoor ze ideaal is voor zware componenten die onder zware omstandigheden werken.
Toepassingsdoel
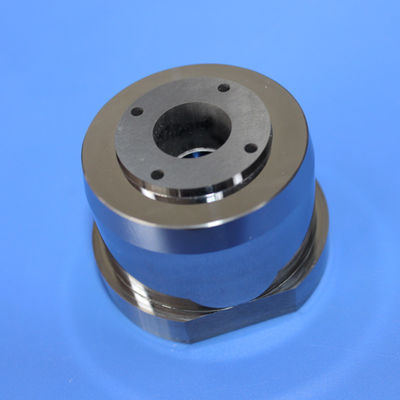
Deze plano's dienen als uitgangsmateriaal voor het vervaardigen van rotorholtes in kritische componenten voor rotatiemotoren, turbines, pompen en compressoren. Rotorholteblanks van wolfraam-nikkellegering zorgen voor robuustheid, betrouwbaarheid en een lange levensduur in hoogwaardige rotorassemblages, wat bijdraagt aan efficiënte en duurzame machines.
Producteigenschappen
Geprefabriceerd gietproces
Dit proces maakt gebruik van vooraf ontworpen mallen om componenten met de gewenste vormen en kenmerken te creëren, waardoor een efficiënte en kosteneffectieve productie mogelijk wordt door rechtstreeks elementen zoals het ontwerp met drie gaten te vormen.
Kostenreductie
Geprefabriceerd gieten minimaliseert of elimineert extra bewerkingshandelingen, waardoor de productiekosten worden verlaagd door tijd, arbeid en materialen te besparen die gepaard gaan met secundaire processen zoals boren of frezen.
Ontwerpflexibiliteit
Het proces is geschikt voor verschillende complexe werkstukontwerpen, inclusief ingewikkelde patronen met interne gaten en componenten met schroefdraad, waardoor de productie van onderdelen met verschillende vormen, afmetingen en functionaliteiten mogelijk is.
Verbeterde efficiëntie
Vooraf ontworpen matrijzen zorgen voor consistente en nauwkeurige replicatie van kenmerken over meerdere werkstukken, waarbij de kwaliteitsnormen worden gehandhaafd, fouten worden verminderd en de algehele productie-efficiëntie wordt verbeterd.
Materiële overwegingen
Materiaalkeuze is van cruciaal belang voor compatibiliteit met vormtechnieken en het voldoen aan de uiteindelijke werkstukvereisten. Veel voorkomende materialen zijn onder meer metalen, kunststoffen, composieten en keramiek.
Procesaanpassingsvermogen
Geprefabriceerd gieten past zich aan verschillende productiemethoden aan, waaronder spuitgieten, gieten of extrusie, afhankelijk van materiaal, ontwerpcomplexiteit, productievolume en kostenoverwegingen.
Kwaliteitscontrole
Ondanks de kostenvoordelen zorgen uitgebreide kwaliteitscontrolemaatregelen, waaronder regelmatige inspecties, maatvoeringscontroles en materiaaltests, ervoor dat vervaardigde werkstukken voldoen aan de vereiste specificaties en normen.
Technische parameters
| Cijfer |
Dichtheid (g/cm³) |
Buigsterkte (TRS) |
Hardheid (HRA of HV) |
Porositeit |
Prestaties en toepassing |
| SXL03 |
14.95-15.11
15.15-15.35 |
1130-1300 |
91,5 |
|
Goede slijtvastheid; gebruikt voor kleine tekenmallen |
| SXL06 |
14.88-15.04
14.85-15.05
14.0-14.95 |
1530-1550
1580 |
89,5 |
2,0-1,6 |
Goede slijtvastheid; gebruikt voor het tekenen van mallen van staal (≤20 mm) en carbide/non-ferrometalen (≤35 mm) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840-2100 |
89,0 |
2,0-1,6 |
Goede taaiheid en slijtvastheid; gebruikt voor het tekenen van mallen van staal (≤50 mm) en carbide/non-ferrometalen (≤30 mm) |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
Uitstekende sterkte en taaiheid; gebruikt voor het tekenen van mallen voor werkstukbuizen en -staven |
| SXL50 |
13.86-14.06
13.95-14.15 |
2060-2220 |
86,5 |
|
Uitstekende sterkte en taaiheid; gebruikt voor het tekenen van mallen voor werkstukbuizen, staven en platen |


 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!